金型修理とは、ダイカスト鋳造などの製造過程で摩耗や破損が生じた金型を、元の精度まで復元する作業です。現場で金型の修理が突発的に発生すると、ラインが止まり多大な損失を招きます。
修理の目的は現状復帰に留まらず、次回の故障を防ぐ予防を含めた改善であるべきです。金型修理の主な方法は、以下のとおりです。
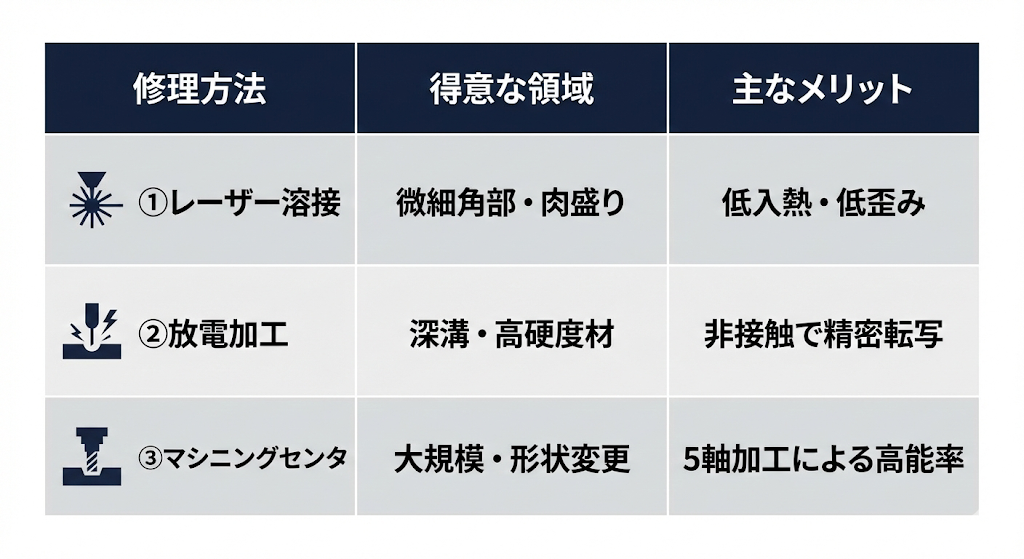
- 方法①最新のレーザー溶接による精密肉盛り
- 方法②形彫り放電加工による微細形状の復元肉盛り
- 方法③マシニングセンタによる高精度な追加工
この記事では、金型の修理方法や原因、修理頻度を最小限に抑えるステップ、費用相場について包括的に解説します。


金型の修理精度を高める3つの修理方法
破損の状態や部位に合わせて最適な工法を選択することが、修理品質を左右する鍵となります。
高精度な形状復元を可能にする主要な修理方法を紹介します。
◆金型の主な修理方法の概要図
それぞれについて詳しくみていきましょう。
方法①最新のレーザー溶接による精密肉盛り
レーザー溶接は、非常に細いビームでピンポイントに加熱するため、母材への熱影響が極めて少ない修理方法です。複雑な形状や微細な角部の肉盛りにおいて、高い精度を発揮します。
従来の溶接に比べて歪みが少なく、後工程の研磨時間を大幅に短縮できる点がメリットです。金型の硬度を維持したまま補修できるため、修理後の寿命も安定します。
方法②形彫り放電加工による微細形状の復元肉盛り
溶接を行った後や、複雑な凹凸形状が摩耗した際に行われるのが形彫り放電加工です。電極を用いて電気エネルギーで金属を溶かして、精密な形状を転写します。
切削工具が届かない深い溝や、高硬度の素材に対しても非接触で加工できる点が特徴です。ミクロン単位の精度が求められるダイカスト金型のキャビティ補修には欠かせない技術となります。
方法③マシニングセンタによる高精度な追加工
比較的大規模な損傷や、設計変更に伴う形状変更にはマシニングセンタによる切削加工を用います。
最新の5軸加工機を駆使すれば、一度のクランプで多方向からの精密な加工が可能です。
溶接後の肉盛り部を削り出して、元の設計データ通りに復元する工程で威力を発揮します。プレート面の歪み修正や大型部位の形状変更には、マシニングセンタの安定した切削能力が欠かせません。
ダイカストで金型修理が必要になる主な3つの原因
金型修理を最小限に抑えるためには、まず「なぜ金型が傷むのか」という根本的な要因を正しく理解する必要があります。ダイカストの過酷な環境下で発生する代表的な破損要因を解説します。
原因①熱疲労によるヒートチェックの発生
ダイカスト金型は、高温の溶湯注入と冷却を繰り返す過酷な環境にさらされます。この熱サイクルにより、金型表面に引張応力が発生して、微細な亀裂が入るヒートチェックが最大の修理原因です。
発生を遅らせるためには、適切な予熱と冷却回路の管理による熱バランスの最適化が不可欠です。急激な温度変化を避けることが、金型を長持ちさせるための鉄則となります。
原因②溶湯との化学反応による溶損と焼き付き
アルミやマグネシウムの溶湯が金型表面と反応して、金属間化合物が形成され、表面が浸食されるのが溶損です。また、製品が型に張り付く焼き付きも、無理な離型による破損を招きます。
これらは、ゲート付近の流速が速すぎる場合や、離型剤の塗布不足によって顕著に現れます。一度発生すると製品の寸法精度を著しく損なうため、早期の形状修復をしなければなりません。
なお、鋳巣については、こちらの記事で詳しく解説しています。
関連記事:鋳巣とは?塗装不良を解消する4つの対策と不良の原因
原因③過度な負荷による機械的なカジリや破損可動
コアやスライドピンなどの摺動部において、潤滑不良や異物混入によって発生するのがカジリです。また、過大な射出圧力が繰り返しかかることで、金型の一部が欠損したり割れたりする場合もあります。
これらは、日常の清掃やグリスアップといった基本的なメンテナンスで防げるケースが多いです。機械的な要因による破損は、突発的なライン停止を招くため警戒すべき項目といえます。
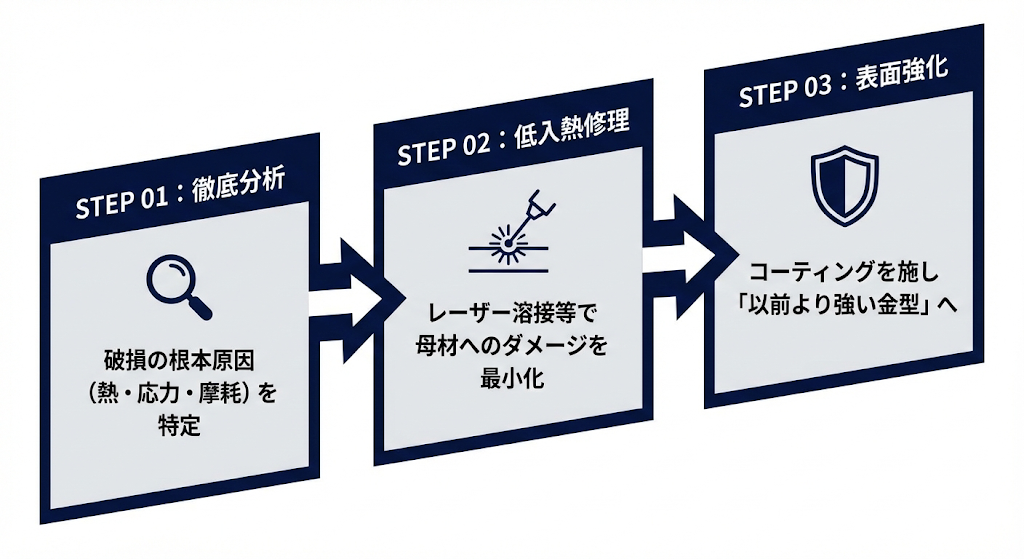
金型修理の頻度を最小限に抑える3つのステップ
修理の回数を劇的に減らして、金型のポテンシャルを最大限に引き出すためには、場当たり的な処置を捨てる必要があります。生産効率を追求する上で欠かせない、予防保全に踏み込んだステップを解説します。
◆金型修理の頻度を抑えるステップの概要図
それぞれについて詳しくみていきましょう。
ステップ①破損原因を徹底分析し再発を防ぐ
修理を開始する前に、なぜ破損が起きたのかを客観的なデータにもとづいて調査することが大切です。単なる摩耗なのか、設計上の応力集中なのかを見極めなければなりません。
また、マイクロスコープで用いた断面観察により、クラックの深さや起点を正確に確認しましょう。原因を特定せずに金型修理を強行すると、わずか数千ショットで再発するリスクが高まります。
根本原因を無視して安易に溶接を繰り返すと、母材の劣化を早めてしまい、最終的には修復不可能な「大割れ」を招きかねません。故障の履歴をデータベース化して、材料の熱疲労特性と照らし合わせる必要があります。
ステップ②母材への熱影響を抑える溶接技術を選ぶ
金型修理の成否は、溶接時の「熱」をいかに封じ込めるかで決まると言っても過言ではありません。
広範囲に熱が伝わる従来の溶接法は母材の硬度を下げてしまい、軟化した部分から新たなクラックを誘発します。
このため、熱影響を最小限に抑えるレーザー溶接の積極的な活用を推奨しています。ピンポイントで肉盛りを行う最新の手法は、歪みを防ぐだけでなく、後工程の研磨作業も劇的に短縮可能です。母材の健全性を最優先に考えた工法を選択しましょう。
ステップ③耐久性を高める表面処理を施す
修理完了後の仕上げとして、窒化処理やPVDコーティングなどの表面改質を行うことが非常に有効です。これにより、溶湯との反応を抑制して、溶損や焼き付きを未然に防げます。
マグネシウム合金などの反応性が高い素材を扱う場合は、皮膜の硬度だけでなく潤滑性も考慮したコーティングを選定してください。単なる現状復帰に留まらず、修理を機に「以前よりも強い金型」にアップデートすることが大切です。
金型修理の費用相場
金型修理の費用は、損傷の範囲や適用する工法によって数万円から数百万円まで大きく変動します。それぞれの項目による費用の相場を以下の表にまとめました。
◆金型修理およびメンテナンスの費用目安
| 項目 | 修理・作業内容 | 目安価格 |
| 軽微な修理 | エジェクターピン交換、部分的な肉盛り | 5万〜15万円 |
| 定期保全 | 全分解、洗浄、消耗部品の点検・交換 | 12万〜20万円 |
| 中規模修理 | キャビティの形状復元、広範囲の溶接 | 30万〜60万円 |
| 大規模修理 | クラック補修、冷却回路の再施工 | 80万円〜 |
定期的なメンテナンス作業も、基本的にはと同じ価格帯に収まるケースが多いです。一方で、大規模な損傷は加工工数が増えるだけでなく、特殊な溶接材料や高度な技術を要するため、コストもかかります。事前の見積もり段階で、加工範囲と使用する工法を正確に把握しましょう。
また、計画外の修理が発生すると、ライン停止時間や納期遅延による違約金など、経営を圧迫する膨大な損失です。安価な修理を繰り返したり、無理に延命したりするよりも、一度の修理で寿命を延ばす方がトータルコストは低くなります。
さらに、修理費用を正確に算出するためには、破損箇所の写真や3Dデータ、現在のショット数などの情報を詳細に提供しましょう。正確な情報がない状態での見積もりは、予備的な費用が上乗せされる可能性があるためです。
金型製作なら「藤岡エンジニアリング」

「藤岡エンジニアリング」は、創業70年を超える確かな技術力で、マグネシウムやアルミの精密部品製造に最適な金型ソリューションを提供しています。金型設計から部品製造まで一貫して対応できるため、メンテナンス性や耐久性を考慮した最適な金型構造の提案が可能です。
環境に優しいマグネシウムチクソ成形など、高度な技術で貴社のモノづくりを強力にバックアップいたします。長寿命でメンテナンス性に優れた金型製作をご検討中の方は、ぜひ一度お問い合わせください。⇒藤岡エンジニアリングへのお問い合わせはこちら
金型の修理でよくある3つの質問
金型の修理でよくある質問をご紹介します。それぞれ詳しくみていきましょう。
質問①修理と更新(作り替え)の判断基準はどこにありますか?
修理費用が新規製作費の50%を超える場合や、金型の熱履歴が限界に達して母材全体の硬度が低下している場合は、更新がおすすめです。無理な修理は突発的な破損を招き、生産ラインを止めるリスクがあるためです。
疲労が蓄積した金型は、補修箇所の周囲から亀裂が再発しやすいとされています。精度維持が困難な状況では、最新設計への更新を検討しましょう。
質問②海外製の金型でも修理やメンテナンスは可能ですか?
図面データが揃っていれば対応可能です。図面がない場合でも、3Dスキャンを用いたリバースエンジニアリングによって形状を復元して、修理を行えます。
しかし、鋼材の種類が不明な場合は、溶接材料の選定に慎重な分析が必要です。成分分析を行い、母材に最適な肉盛り材を選ぶことで修理品質を担保します。
質問③一度修理した箇所の耐久性は、新品と比較してどの程度ですか?
修理箇所の耐久性は、工法と表面処理の組み合わせによって新品時の性能に限りなく近づけられます。適切なレーザー溶接とPVDコーティングを施せば、母材へのダメージを抑えつつ、過酷な鋳造環境に耐えうる強度を確保できます。
施工後に硬度測定などの検査を徹底して、補修品質を客観的な数値で管理している業者がおすすめです。一見直ったように見えても内部に欠陥があれば寿命は短くなるため、見えない部分の品質を重視しましょう。
なお、金型の寿命については、こちらの記事で詳しく解説しています。
関連記事:メンテナンスが必須!金型の寿命を向上させる3つのポイント
適切な金型修理で、突発的な停止ゼロの安定稼働を実現しよう!
金型修理は単なる「壊れた場所を直す作業」ではなく、次回のトラブルを未然に防ぐための大切な投資です。適切な処置を施せば、突発的なライン停止に怯えることのない、強固な生産体制を構築できます。
安定稼働を実現して、金型のポテンシャルを最大限に引き出すためには、以下のステップを確実に実行してください。
- ステップ①破損原因を徹底分析し再発を防ぐ
- ステップ②母材への熱影響を抑える溶接技術を選ぶ
- ステップ③耐久性を高める表面処理を施す
突発的なライン停止をゼロに近づける取り組みは、現場の負担を減らすだけでなく、経営全体の利益率向上に直結します。計画通りの生産体制を確立して、取引先からの信頼を築いていきましょう。
「藤岡エンジニアリング」では、高い技術力が求められるダイカスト金型の製作において、70年超の歴史と先進的なチクソ成形技術を融合させ、軽量・高精度な部品を一貫体制で提供しています。お客様の要求を満たす最適なダイカスト金型や精密部品の製造について、ぜひ藤岡エンジニアリングにご相談ください。⇒藤岡エンジニアリングへのお問い合わせはこちら




コメント